














86-755-27501726
Date:2022-11-23 Edit: Read: 2422
Materials, molds and equipment are the three elements of the punch.
Stamping processing requirements to be processed materials with high ductility and toughness, low yield ratio and aging sensitivity, general requirements for carbon steel elongation δ ≥ 16%, the yield strength σs of / σb ≤ 70%, low-alloy high-strength steel δ ≥ 14%, σs / σb ≤ 80%. Otherwise, stamping the poor performance of certain measures must be taken in the process, thereby increasing the manufacturing cost of the parts.
The mold is the main process equipment of the stamping process. Stamping surface quality, dimensional tolerances, productivity and economic benefits of the mold structure and reasonable design great. Divided according to the combination of the stamping process: a simple single process mode, multi-process continuous mode and composite mode.
Stamping equipment, mechanical and hydraulic presses. In mass production, we should try to use high-speed presses or multi-station automatic press; in small batch production, especially large slab of stamping production, using the hydraulic press.
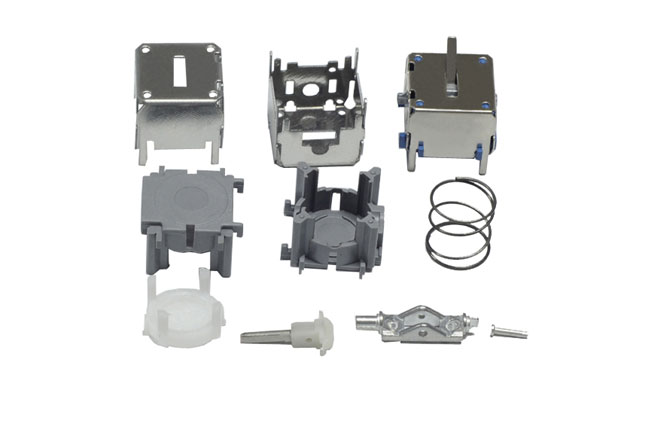
External force is applied through the punch and die plates, strips, tubes and profiles, so that the plastic deformation or separation, thus forming the required shape and size of the workpiece processing methods to get the workpiece is stamping parts.
Stampings rely on the press and mold the external force applied on the sheet, strip, pipe and profiles, so that the plastic deformation or separation, to obtain the required shape and size of the workpiece (stampings) forming method. Stamping and forging belong to the same plastic processing (or pressure processing), collectively known as forging. Stamping the billet is hot-rolled and cold rolled steel sheet and strip.
The world's steel, 60 to 70% of plate, most of them after the stamping of finished products. Automotive body, chassis, fuel tank, radiator, boiler drum, the shell of the container, motor, electrical core silicon steel are stamping process. Instrumentation, home appliances, bicycles, office machinery, life utensils and other products, there are a large number of stampings.
Stampings and castings, forgings, compared with a thin, uniform, light, strong features. Stamping system out of the other methods is difficult to manufacture with the ribs, rib, rolling, or flanging of the workpiece, in order to improve its rigidity. The use of precision molds, workpiece accuracy up to the micron level, and high repetition accuracy, the same specifications, can punch a hole nest, and Boss.
Cold stamping in general no longer the cutting, or only need a small amount of machining. Hot stamping accuracy and surface state below the cold stamping, but still better than castings, forgings, machining less.
Stamping efficient production methods, the composite modulus, especially multi-position progressive die, multi-channel can be completed in a press stamping process to achieve by the unwinding of the belt material, leveling, blanking to forming fine automated production. High production efficiency, labor conditions, low production costs, and generally produce hundreds per minute.
The stamping is the main craft classification can be divided into the separation process and the shaping of two categories. Separation process, also known as punching, its purpose is to make stampings separated from the sheet along a certain contour, while ensuring the quality requirements of the separation section. The purpose of shaping the plastic deformation under the conditions that do not break the blank sheet, made of the required shape and size of the workpiece. In actual production, are often a variety of processes integrated applied to a workpiece. Punching, bending, shearing, deep drawing, bulging, spinning, correction of the main types of stamping process.



